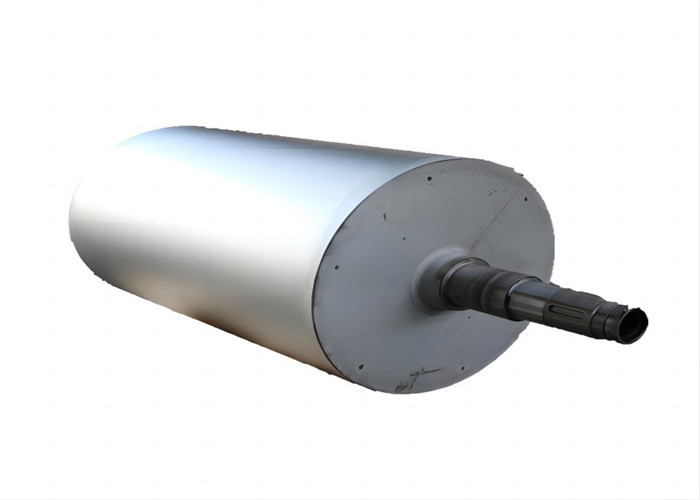
フィルムを鋳造するための鋳造ロール
鋳造ロールの説明:
The cast film roller adopts strict European manufacturing standards and undergoes multiple welding and heat treatment processes to ensure that the overall structure of the roller is strong and reliable効率的な熱交換効果を確保するために,鋳造ロールの流れチャネルは,すべてスピラルの形に特別に設計されています.流通チャネルを通る冷却液の流れ率は,ロール表面温度エラーを最小限に抑え,製品の温度均一性を改善するために計算されます鋳型フィルムに使用されるロールの動的バランス精度は特に重要です.大規模なダイナミックバランス校正装置と複数のバランス検出ソリューションにより,高速でスムーズに動作できます.

鋳造ロールの特性
| ローラー直径 |
Φ800~1600mm |
| ロールの円筒性と同軸性 |
≤0.005mm |
| ロールの表面 |
硬クロム |
| クローム層 |
50~80ミリです |
| ローラー表面温度エラー |
±0.5~1°C |
| 表面を磨いた |
鏡,超細い鏡,マット/マット,アンチスティックロール表面処理 |
| 総変形 |
<0.05 mm 全荷重で |
| ダイナミックバランス |
Q=3.2 動作中に |
適格な鋳型フィルムを製造するには,原材料の加工過程を調整するだけでなく,加工条件を熟知する必要があります.その中で,温度はフィルム性能により大きな影響を与えます..適した生産温度は230~250°Cである.冷却ロールの空気ナイフは,フィルムを均等に冷却し,不安定な厚さやロールに粘着しないようにするために適切に調整する必要があります.さらに,鋳型フィルム製造プロセスの重要なポイントには,T型機械ヘッドの設計が含まれます.冷却ロールの表面仕上げベータ線または赤外線厚み計を用いてフィルム厚さを監視し,満足のいく厚み要求を達成する.
材料:高品質の45#鋼管,合金鋼管,精密鋼管などを選択します.
構造: 内部タンクの螺旋流通経路やジャケットタイプなどの様々な構造設計
処理: 熱処理,冷却,テンパー,回転,組み立て,その他の加工後,赤い袖は熱付けされ,溶接して取り除く.
耐久性,冷却力,細工,細工,硬化,超細工,精密磨き,アメリカン3M磨材で 磨いたり,磨いたりしてマットな仕上げです
パラメータ:粗さRa0.005 (滑らかなレベル14以上),振動線,ストライク,または粗い線がない.直さ,流出,同軸性 ≤0.005mm.冷却または加熱の温度差 ≤±1°C熱変形 ≤0.01mm.冷却後,ロール表面硬さはHRC55~58である.硬化クロム塗装後,熱処理はHRC65以上である.
適用:PVC,ABS,PP,PT,PE,PCその他のプラスチックシート,シート,フィルム,紙,革,金属,布,装飾その他の材料.

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。